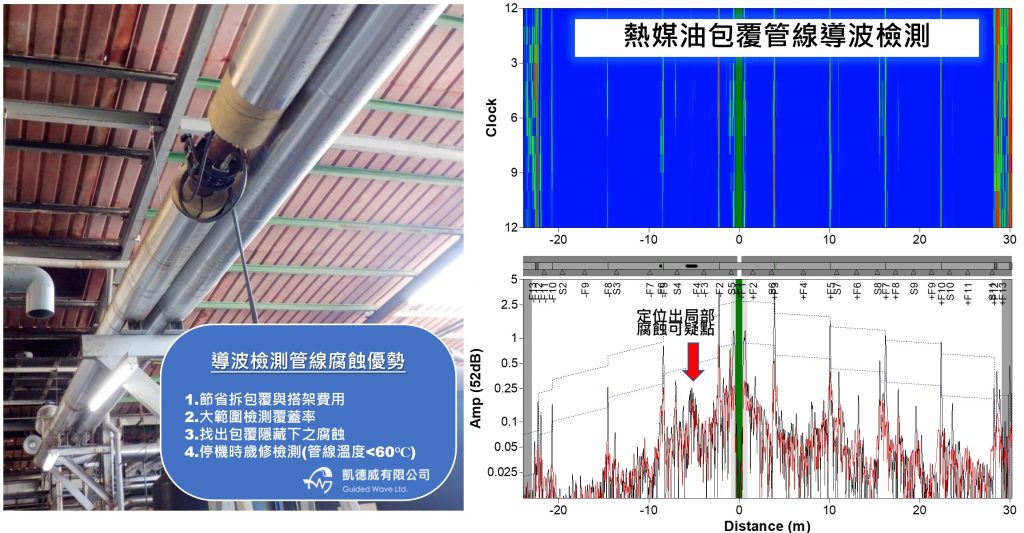
導波是一種管線腐蝕非破壞檢測技術。利用將環狀陣列壓電換能器安裝在管線上,藉由壓電效應在金屬管線上產生低頻導波模態,通常為20kHz~100kHz的超音波,利用其低頻率特性可在長距離管線上長距離傳遞並進行腐蝕檢測定位,導波訊號判讀可區分正常,輕度,中度與嚴重等四級,定位誤差10公分以內,單點檢測範圍平均為30~50公尺,在長直管線上則有可能單點檢測200公尺。導波以這樣大範圍檢測特性可作為在工廠內管線查找腐蝕的一項專門技術,依循美國規範ASTM 2775:2016定義導波適用範圍,解釋專有名詞,設定DAC距離振幅補償曲線,判定檢測訊號以及設定檢測範圍等,導波在發展20多年後的今日已能協助把關工業管線之安全,藉由擴大檢測覆蓋率來找出更多被RBI(Risk Based Inspection)低估的管線腐蝕位置,檢測結果可確實反應出管線高風險區域給RBI進行評估,使目前國內大力推廣的RBI可以為石化業者評估風險與對症下藥,把錢花在刀口上也同時找出散佈在廠內各地的嚴重腐蝕,更有效地降低管線腐蝕可能帶來的災害與損失,越少的洩漏與爆炸可以讓我們生活的環境更加美好。